- Choosing the Material of Turbine Blades
- Enhancing the Material for Optimal Performance
- Enhancing the Material for Optimal Performance
In our first blog breakthroughs and jet makers took us on a journey through history when jet development took off and changed the world forever. The development of jet engine technology continued as the unlimited potential of the jet engine was evident. Today we will look at the development of the alloy or better yet the superalloy.
A special class of alloys – so special they are called “superalloys”. These are the alloys that made the jet age possible.
The development started with Sir Frank Whittle’s prototypes that were made entirely of steel and although it was great for strength and surface hardness, its temperature limit is about 450–500°C.
In early jet engines the need for better performance and increasing the life of a jet turbine blade spurred research. These same needs resonated through the decades and for this reason, the WENZEL team pride themselves to be part of the innovation solution for over 50 years developing technology that support manufacturing, especially in aviation.
Today we will look at choosing material that will deliver optimal performance, enhancing the chosen material to ensure the turbine blade performs optimally over extended periods of time and then taking it to the next level.
Choosing the Material of turbine blades
Jet makers turned to nickel alloys after testing and trying different combinations. Tungsten was too heavy, and Copper melted at too low of a temperature, but nickel was the X-Factor! Abundant, strong, cheap, light, nickel holds it mechanical strength to temperatures up to 700-800°C, and it is corrosion resistant – valuable properties for components that function inside a jet engine. Even more important is its ability to form alloys, and the particular property of one of those alloys, a compound known as gamma-prime in which nickel combines with aluminum, to retain its strength at hot temperatures.
This was already done virtuously simultaneously by Bedford and Pilling, and Merica in 1929. They added small amounts of titanium and aluminum to the by then well-known “80/20” nickel-chromium alloy. Significant creep strengthening occurred! “In steel or even titanium, the strength rapidly drops off as you reach 40–50 percent of the melting point,” Neil Glover, chief of materials from Rolls-Royce said in an interview. “Nickel alloys retain their strength up to 85 percent of the melting point.
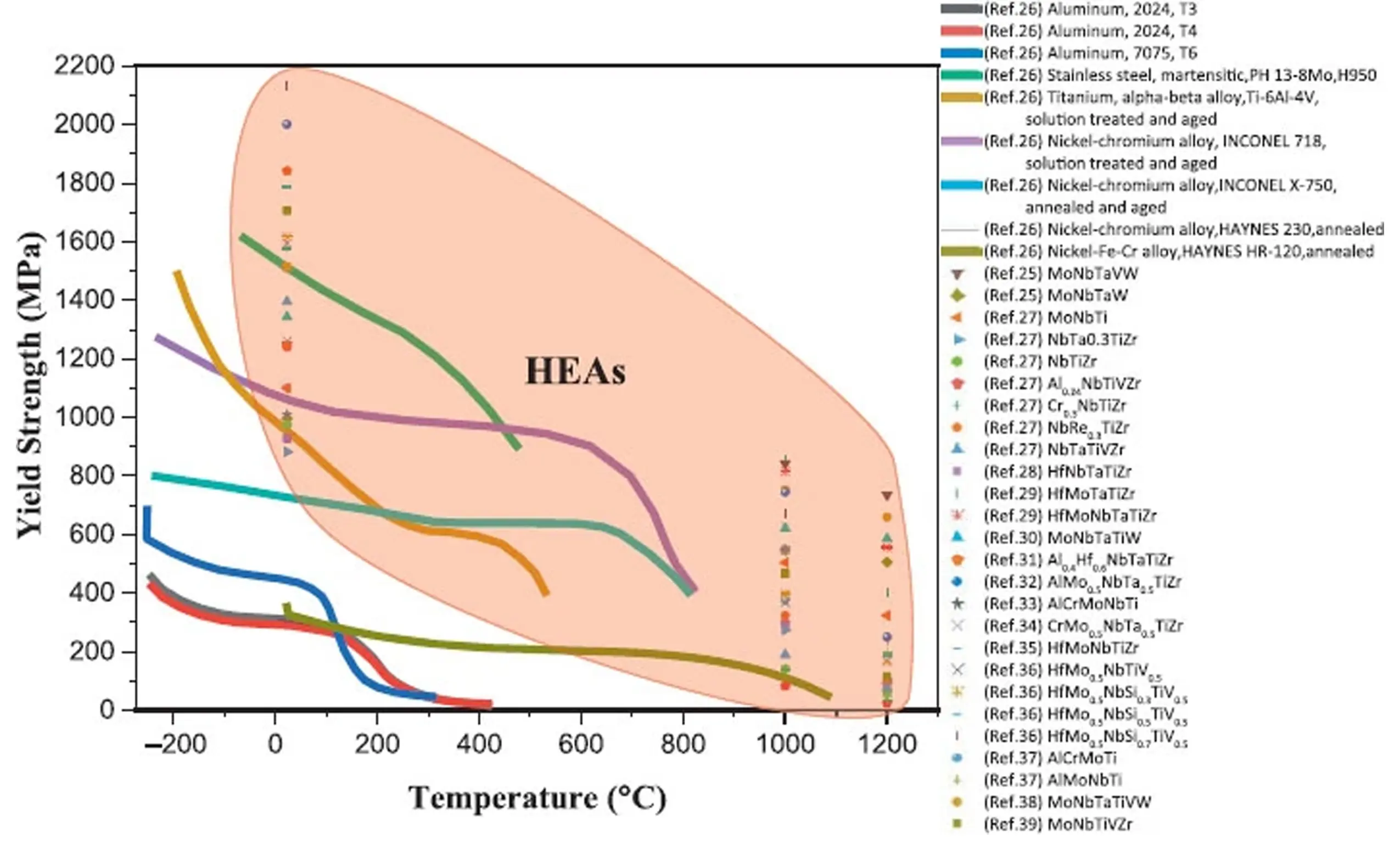
Look at the purple line (Nickel-based-alloy with trademark name: INCONEL 718), decreases slowly until it reaches 650 – 700°C and then it starts to drop. There is the limit of using this nickel-based alloy. Look at the green line (typical stainless steel for turbines PH-13-8Mo). Its strength is even higher at room temperature (20°C). But drops quickly with increasing temperatures and at 500°C it drops below the purple line and then it stops completely. Why? Because the further drop in performance is so significant, that it behaves like butter after that point (not really, but for comparison, to what its strength is at room temperature).
The description of a superalloy, or high-performance alloy, is an alloy with the ability to operate at a high fraction of its melting point
Special blades and vanes were made from this combination of metals based on high-melting-point nickel. Key characteristics of a superalloy are excellent mechanical strength, resistance to thermal creep deformation, good surface stability, and resistance to corrosion or oxidation. Modern turbine blades often use nickel-based superalloys that incorporate chromium, cobalt, and rhenium. The element rhenium helps resist creep even further. Their ability to retain most of their strength even after prolonged exposure times above 650°C (1,200°F) as well as their versatility that stems from the fact that they combine this high strength with good low-temperature ductility and excellent surface stability made Superalloys, super!
The three major classes of superalloys are nickel-, iron-, and cobalt-based alloys.
Enhancing the material for optimal performance
The superalloy performs like a superstar but the blades must deal with more than just extreme temperatures. They rotate so quickly that the centrifugal load on them is equivalent to several tons and although they maintain significant strength to temperatures near 980°C/1800°F, they tend to be defenseless against environmental attack because of the presence of reactive alloying elements (which provide their high-temperature strength). The surface attack includes oxidation, hot corrosion, and thermal fatigue. Coating of superalloys in the hottest engine parts with a thin ceramic film to reduce heat flow into the superalloys was one of the enhancements. The first turbine blade coatings, applied in the 1970s, were aluminide coatings. Improved ceramic coatings became available in the 1980s. The coating allows for at least 170°C higher operating temperatures. It provides protection from the effects of thermal fatigue and creep and the oxidizing effect of sulfates and other oxygen-containing compounds in the combustion gases. This has been the first big step into the generation of truly composite hot-stage turbine components to improve environmental resistance. The coatings also improve blade life, almost doubling the life of turbine blades in some cases. The coating is deposited on the surface to a thickness of about 0.1–0.3 mm, which is sufficient to give heat protection to the underlying metal. In the past 10 years, the importance of coatings and the debate to use a bond coat or not to use a bond coat has also been researched to great lengths.
The coatings also improve blade life, almost doubling the life of turbine blades in some cases.
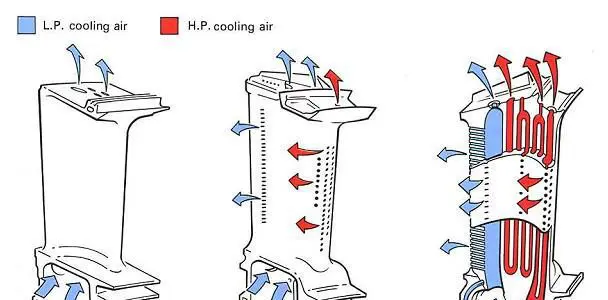
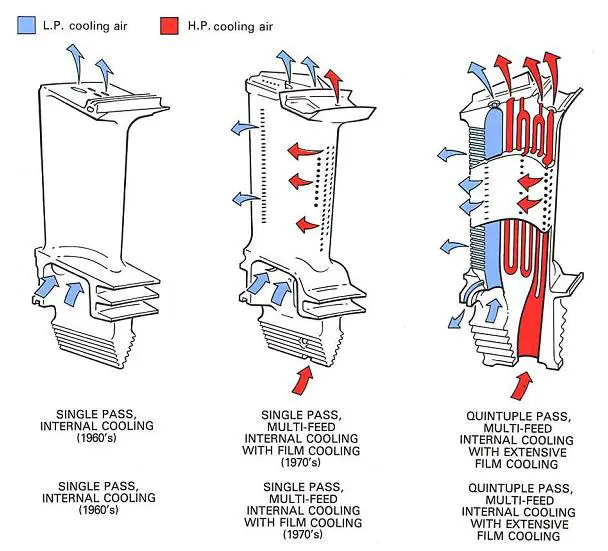
One of the other major players was the cooling of the blade. The “cooling” air of 650°C which is not cool as we know it but taking into consideration that the combustion chamber is up to 2000°C then 650°C is definitely colder.
This “cooler” air which is drawn from further up the engine into the hollow blade and then bled out over the surface of the blade via tiny holes. A rule of thumb is that the blade life is halved (for a specific blade material and cooling technology) for each 10°C rise in temperature of the metal. Therefore, more important in this development has been the technology of channeling cold compressor air to cool the turbine blades. Using these advanced cooling techniques has allowed engineers to increase the Turbine Entry Temperature beyond the melting point of the blade materials. In a modern engine around 20% of the compressed air is bled off for cooling and sealing purposes for nozzle guide vanes and turbine blades.
The “cooling” air of 650°C, which is not cold as we know it, but taking into consideration that the combustion chamber is 2000°C then 650°C is colder!
Getting rid of that creep.
Creep is the tendency of a solid material to move slowly or deform permanently under the influence of persistent mechanical stresses, it is a time-dependent deformation. You can just imagine that the turbine blade/vane that is subjected to high heat for nonstop periods, operating under high stress; could not last forever.
Creep resistance = strength vs. temperatures vs. time
The fight against creep has been long standing in metals and alloys. It was not until the arrival of electron microscopy in the 1950s that we began truly to understand the visual relationship and the extreme complexity of superalloys. So even if you designed everything properly, you must consider, that after some time (months or years) because of high load under high temperatures the mechanical properties will drop and for example the blade will stretch … resisting that, is called creep resistance.
Significance Metallurgists have learned to utilize a series of strengthening effects that create a complex interactive structure of finely divided phases in superalloys. Aside from alloy improvements, a breakthrough was the development of directional solidification (DS) and single crystal (SC) production methods. These methods help increase strength against fatigue and creep by aligning grain boundaries in one direction (DS) or by eliminating grain boundaries altogether (SC). Single Crystal research began in the 1960s with Pratt and Whitney and took about 10 years to be implemented. One of the first implementations of Directional Solidification was with the J58 engines of the SR-71.
Observation of these structures using tools such as the electron microscope has been enormously beneficial allowing us to develop better-performing blades. Today’s latest technology in CT (Computed Tomography) machines use X-rays and 3D scanning reconstruction to enable visualization and measurement of parts inside and out, in places that cannot be measured or seen by any other means. It does depend on the size, density, and the thickness of the blade to be able to do that though. However, there is no denying the fact that we have come a far way from the 400°C Steel blades to today’s blades that is on an all-new level and we will definitely be looking into that, one of these upcoming blogs. Especially because here at WENZEL, metrology is what we do best and nothing can be optimally improved if it is not measured.
accuracy + precision = WENZEL
Follow us on LinkedIn and join our #allaboutblades journey in discovering everything to know about turbine blade! Our page just reached 3000 followers! You are invited to come see why.
