 Picture this, it’s the nineties and you’re working in an inspection lab programming CMMs and other inspection equipment of that era when a co-worker turns to you and says “one day we will be able to inspect parts without even touching them”, you would have thought that they were crazy. Now that dream has turned into a reality thanks to industrial computed tomography machines or industrial CT for short.
Picture this, it’s the nineties and you’re working in an inspection lab programming CMMs and other inspection equipment of that era when a co-worker turns to you and says “one day we will be able to inspect parts without even touching them”, you would have thought that they were crazy. Now that dream has turned into a reality thanks to industrial computed tomography machines or industrial CT for short.
Industrial CT machines have turned the inspection world upside down. They are very capable machines that can be used for multiple purposes. From non-destructive testing of complicated electronic assemblies to programming and measuring just as a conventional CMM would or for reverse engineering purposes.

However, out of all the unique things a CT machine is capable of, the most interesting thing to me is the ability to inspect your part using the same techniques as a CMM only virtually! Virtual CMM programming has become a new way for companies to inspect parts that are not a good fit for traditional CMMs.
This is due to the fact that you do not have a physical probe that needs to touch the part to collect data. Inspection is handled by software that plots “virtual” probe points on a STL (stereolithography) file; which is an exact 3D representation of your part. With this technique, you are able to measure geometries, inside or outside of the part, with thousands of points in a matter of seconds. Try doing that with a touch probe CMM and see how long it takes you.
You can still generate the same GD&T reports as you would on a traditional CMM but without the hassle of fixturing the part on CMM bed, finding all the proper sized styli to fit various features, calibrating probes, or worst, breaking probes from user mistakes!
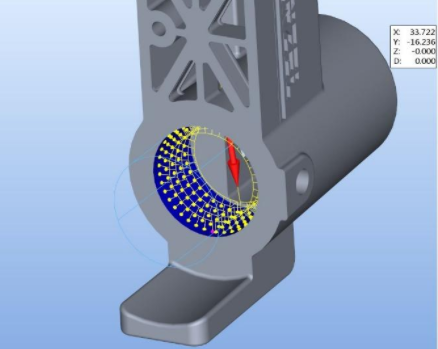
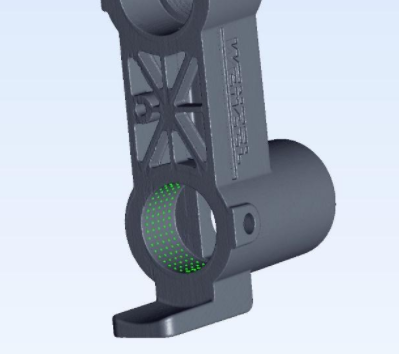
In the images below, the first shows Metrosoft Quartis and plotting of the nominal points on the CAD file to measure a cylinder. The second shows the actual measured virtual points, but this time, plotted on the STL file.
Zack Brown, CT Technician